FDM là máy in dạng bồi đắp, được sử dụng phổ biến hiện nay
Dưới đây là một số vật liệu in phổ biến
1 PLA, PLA+
PLA (axit polylactic)
2 ABS, ASA
ABS
ABS (acrylonitrile butadiene styrene)
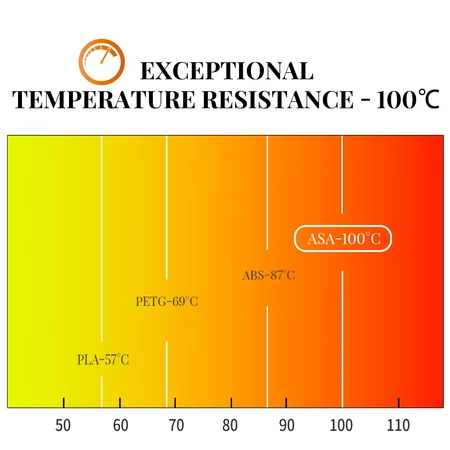
ASA (Acrylonitrile Styrene Acrylate)
là một loại nhựa kỹ thuật cao cấp, thường được coi là phiên bản nâng cấp của ABS. Nó có cấu trúc hóa học rất giống với ABS nhưng được thay thế cao su butadiene bằng cao su acrylate. Sự thay đổi này mang lại cho ASA một đặc điểm vượt trội: khả năng chống tia UV và thời tiết cực tốt.
- Kháng UV và thời tiết: Đây là ưu điểm chính của ASA so với ABS. Trong khi ABS dễ bị ố vàng, giòn và xuống cấp khi tiếp xúc với ánh nắng mặt trời và các yếu tố môi trường, ASA được thiết kế để giữ được màu sắc và độ bền cơ học ngay cả khi sử dụng ngoài trời trong thời gian dài.
- Độ bền và độ cứng: ASA có độ bền và độ cứng tương đương với ABS, thậm chí còn tốt hơn trong một số trường hợp. Nó có khả năng chống va đập, chịu nhiệt và chống mài mòn tốt, làm cho nó trở thành lựa chọn tuyệt vời cho các chi tiết chức năng.
- Chất lượng bề mặt: ASA thường tạo ra bề mặt in mờ hơn so với ABS, mang lại vẻ ngoài cao cấp và chuyên nghiệp hơn. Hơn nữa, nó cũng có thể được làm mịn bằng hơi acetone, tương tự như ABS, để có bề mặt cực kỳ nhẵn bóng.
- Ít mùi hơn ABS: Mặc dù vẫn tạo ra mùi trong quá trình in, ASA thường có mùi ít khó chịu hơn so với ABS, giúp việc in trong nhà dễ chịu hơn một chút.
Có thể nói, ASA là sự thay thế lý tưởng cho ABS nếu ứng dụng của bạn yêu cầu vật liệu phải chịu được môi trường khắc nghiệt ngoài trời trong thời gian dài.
Điều kiện in
- Nhiệt độ cao: ASA cần nhiệt độ đùn cao, thường là 240-260°C, và bàn in nóng, khoảng 90-110°C.
- Co ngót và cong vênh: ASA có tỷ lệ co ngót cao khi nguội, dễ gây ra hiện tượng cong vênh. Do đó, việc sử dụng buồng in kín là rất cần thiết để duy trì nhiệt độ ổn định xung quanh vật in.
- Hút ẩm: ASA có tính hút ẩm, dù không mạnh bằng PA. Sợi nhựa ẩm sẽ làm giảm chất lượng in, gây ra bọt khí và làm suy yếu độ bền của chi tiết. Cần bảo quản trong môi trường khô ráo và sấy khô trước khi in.
- Khí độc: Khi in, ASA cũng phát ra các hợp chất hữu cơ dễ bay hơi (VOCs) và các hạt siêu nhỏ. Cần in ở khu vực có thông gió tốt hoặc sử dụng hệ thống lọc không khí.
https://s.shopee.vn/7V87ikTHxw
https://s.shopee.vn/10udyonA54
https://s.shopee.vn/1LXUNRlYcV
3 PETG
4 PC, PA (Nylon)
PC (Polycarbonate)
PA (Polyamide)
- Độ dẻo dai cao
- Khả năng chống va đập cao
- Khả năng chịu nhiệt tốt
eSun Nylon ePA12 https://s.shopee.vn/7KohWV1yhC
eSun ePC(Polycarbonate) https://s.shopee.vn/2VjRldFuzC
5 TPU
Để in được vật liệu TPU, các lão cần sử dụng đầu đùn trực tiếp
6 CF, GF
CF (carbon fiber)
GF (glass fiber)
7 PEEK
PEEK (Polyether Ether Ketone) là một loại nhựa kỹ thuật cao cấp, được xem là một trong những vật liệu in 3D FDM có hiệu suất cao nhất trên thế giới. Nó thuộc họ polyme PAEK (polyaryletherketones) và được sử dụng trong các ngành công nghiệp đòi hỏi khắt khe nhất như hàng không vũ trụ, y tế và ô tô.
PEEK là một loại polymer tổng hợp có nguồn gốc từ dầu mỏ. Cấu trúc hóa học của nó với các nhóm ether và ketone xen kẽ mang lại sự ổn định nhiệt và cơ học vượt trội. PEEK là một vật liệu bán tinh thể, có nghĩa là các chuỗi phân tử của nó sắp xếp theo một trật tự nhất định khi nguội đi. Điều này giúp vật liệu có độ bền, độ cứng và khả năng kháng hóa chất cao hơn so với các vật liệu vô định hình.
Ưu điểm nổi bật của PEEK
- Độ bền và độ cứng cao nhất: PEEK có độ bền kéo và độ bền uốn vượt trội, có thể thay thế các chi tiết kim loại trong nhiều ứng dụng. Nó cũng có khả năng chống mài mòn, chịu va đập và chống mỏi rất tốt.
- Khả năng chịu nhiệt cực cao: PEEK có nhiệt độ chuyển pha thủy tinh (Tg) khoảng 143∘C và nhiệt độ nóng chảy khoảng 343∘C. Nó có thể chịu được nhiệt độ hoạt động liên tục lên đến 250∘C mà không bị suy giảm tính chất cơ học.
- Kháng hóa chất vượt trội: PEEK có khả năng kháng hầu hết các hóa chất, dung môi và axit, chỉ tan trong axit sulfuric đậm đặc.
- Tương thích sinh học: PEEK là một vật liệu tương thích sinh học (biocompatible), không độc hại và an toàn cho cơ thể người. Nó thường được sử dụng trong cấy ghép y tế, làm cho nó trở thành một lựa chọn lý tưởng cho các thiết bị y tế.
- Trọng lượng nhẹ: Với mật độ thấp hơn kim loại, PEEK cho phép giảm trọng lượng đáng kể trong các ứng dụng hàng không và ô tô.
Thách thức khi in PEEK
Việc in PEEK cực kỳ khó và đòi hỏi một máy in 3D chuyên dụng, có khả năng kiểm soát nhiệt độ cao một cách chính xác.
- Nhiệt độ in cực cao: PEEK yêu cầu nhiệt độ đầu đùn từ 370∘C đến 420∘C và bàn in từ 120∘C đến 150∘C.
- Buồng in gia nhiệt (Heated Chamber): Đây là yếu tố bắt buộc để in PEEK. PEEK có tỷ lệ co ngót cao, và sự chênh lệch nhiệt độ lớn sẽ gây ra hiện tượng cong vênh nghiêm trọng. Một buồng in có thể duy trì nhiệt độ từ 70∘C đến 150∘C là cần thiết để kiểm soát quá trình làm nguội và đảm bảo độ bám dính giữa các lớp.
- Hút ẩm: Tương tự như PA, PEEK có tính hút ẩm. Sợi nhựa cần được sấy khô ở 120∘C trong 2-4 giờ trước khi in và được bảo quản trong môi trường khô ráo.
- Giá thành cao: PEEK là một trong những loại sợi in 3D đắt nhất, do quy trình sản xuất phức tạp và đặc tính vật liệu cao cấp.
- Ứng dụng phổ biến của PEEK
Nhờ các đặc tính độc đáo, PEEK được sử dụng trong các ứng dụng đòi hỏi hiệu suất cao, nơi các vật liệu khác không thể đáp ứng.
- Y tế: Cấy ghép chỉnh hình và nha khoa, dụng cụ phẫu thuật.
- Hàng không vũ trụ: Các bộ phận máy bay, các chi tiết chịu nhiệt và tải trọng cao.
- Công nghiệp ô tô: Vòng bi, chi tiết động cơ, vỏ bọc.
- Dầu khí và hóa chất: Phớt, van, và các bộ phận chịu hóa chất ăn mòn.
PEEK không phải là vật liệu dành cho người mới bắt đầu. Nó là một loại vật liệu chuyên dụng, được lựa chọn khi các loại nhựa kỹ thuật khác như ABS, PC hay PA không đủ mạnh mẽ để đáp ứng yêu cầu của ứng dụng.
Tóm lại
- Dễ in, an toàn, phục vụ học tập thì chọn PLA, PLA+
- Chất lượng cao hơn nhưng khó in, hãy chọn ABS hoặc ASA nếu dùng ngoài trời
- Dễ in như PLA, chất lượng gần như ABS thì chọn PETG
- Chất lượng rất cao thì chọn PC, PA nhưng khó in và giá thành sợi nhựa cao
- In dẻo thì chọn TPU
- Các vật liệu được gia cố thêm sợi carbon (CF), hay sợi thủy tinh (GF) giúp gia tăng đặc tính vật lý cho vật liệu cần đầu in thép cứng tránh bị mài mòn
| Vật liệu | Nhiệt độ đầu in | Nhiệt độ bàn in | Độ bền kéo | Tính chất nổi bật | Ứng dụng chính |
|---|---|---|---|---|---|
| PLA | 190–220°C | 50–60°C | Trung bình | Dễ in, thân thiện | Mô hình, trưng bày |
| ABS | 220–250°C | 90–110°C | Cao | Bền, chịu nhiệt | Linh kiện kỹ thuật |
| PETG | 230–250°C | 70–90°C | Cao | Bền, trong, chống ẩm | Vỏ hộp, đồ dùng kỹ thuật |
| TPU | 210–230°C | 40–60°C | Thấp | Mềm, đàn hồi | Phụ kiện, chống sốc |
| PA(Nylon) | 240–260°C | 70–90°C | Rất cao | Bền, chịu mài mòn | Cơ khí, kỹ thuật |
| PC | 250–270°C | 90–110°C | Rất cao | Cứng, chịu nhiệt | Thiết bị công nghiệp |
| PEEK | 370–420°C | 70–150°C | Cực cao | Cứng, chịu nhiệt, chịu mài mòn | Y tế, Hàng không vũ trụ |
Bài viết đang cập nhật…